總 部:029-88325700
地(dì) 址:西安市高新(xīn)區高新路80號望庭國際(jì)一單元901室
工 廠:029-86085235
網址:www.csdyzx.com
地 址:西(xī)安涇河工業園北區西金路(lù)195號
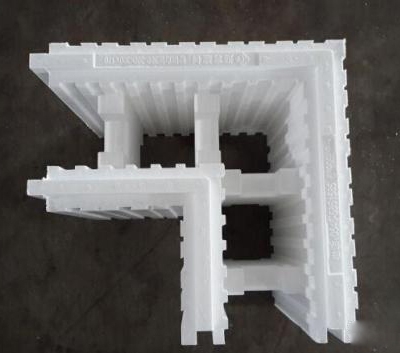
向內發泡(Inward-Foaming)或稱塞盧卡法(Geluka):epp產品加工(gōng)廠向內發泡是采(cǎi)用一個特殊的、內有型芯的口模,使塑化(huà)的料束分流。擠出物離開口模後直接進入定型模,並立即(jí)在製品表麵強製冷卻形成皮層,以控製製品表麵不發泡。此時(shí)發泡過程(chéng)發生(shēng)在擠出物芯部,之所以能向(xiàng)芯內發泡是因為在口模內部安置有型(xíng)芯,這種控製外層不發泡的(de)工藝也稱為結皮發泡法或塞盧卡(kǎ)結皮發泡法,也即可控發泡。
利用向內發(fā)泡工藝(yì)可以獲得表麵堅硬的發泡製品(pǐn),通(tōng)過控製冷卻強度,可生產皮層厚度在0.1~1.0mm、壁(bì)厚大於6mm的(de)製品。用(yòng)這(zhè)種方法生產的形狀複雜的型材具有密度低、硬度高和表麵光滑的特點。
加工(gōng)廠")
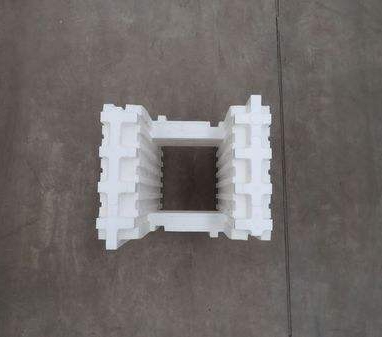
受(shòu)限自由發泡受限自由發泡是結合前兩種發泡工(gōng)藝的優點而發展起來(lái)的新工藝,含氣熔體從(cóng)口(kǒu)模擠出後先自由發泡(與自由發泡工藝相同),而後膨脹(zhàng)的熔體很快被導入尺寸與口模相(xiàng)近(jìn)的定型模中(與向內(nèi)發泡工藝相同(tóng)),強製冷卻定型。epp產品加工廠這一過(guò)程既允許熔體自(zì)由發泡,又限製(zhì)泡孔無約束地自由長大。限(xiàn)製發泡的結果是使製品不發泡皮層厚度加大,芯部泡孔尺寸減小,泡孔結構均勻細密,製品表麵(miàn)質量優(yōu)良,力學性能提高。共擠發泡工(gōng)藝共擠發泡(pào)工藝(Coextrusion)是采用兩台擠出機分(fèn)別(bié)擠出(chū)不發泡(pào)皮層和(hé)發(fā)泡芯層(céng)的物(wù)料,經共擠出成型。共擠發泡工藝可根據需要調整。