總 部(bù):029-88325700
地 址:西安市高新區高新路80號望庭國際一單元901室
工 廠(chǎng):029-86085235
網址:www.csdyzx.com
地 址:西安涇河工業園北區西金路195號
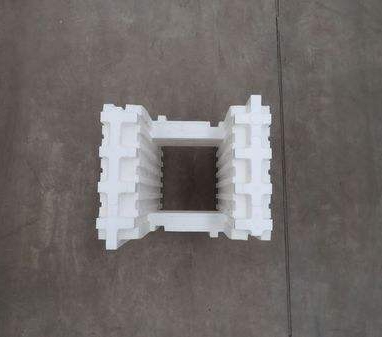
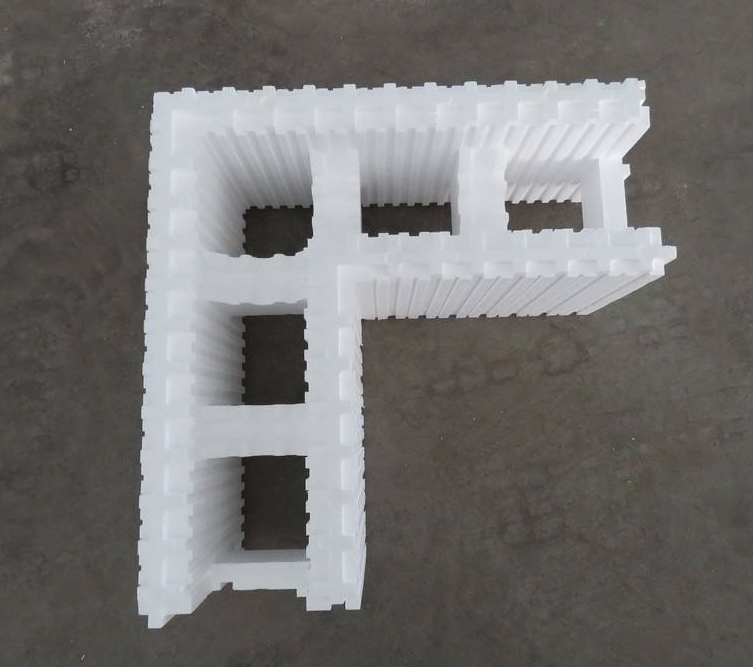
1.原材料
epp產品通(tōng)用(yòng)型不飽(bǎo)和聚(jù)酯樹脂:牌號191,常(cháng)州市武(wǔ)進湖(hú)塘利源化工有限公司;
引發劑:過(guò)氧化甲乙酮,常州市武(wǔ)進湖塘利源(yuán)化工(gōng)有限公司;
促進劑:環烷酸(suān)鈷,常州市武進(jìn)湖塘利源化工有限公(gōng)司;
發泡原料:異氰酸酯、聚醚,其他填料,市(shì)售。
2.成型設備
雙軸(zhóu)可(kě)調速旋轉模塑機。
模(mó)具結構示意圖如圖2-64所示。該模具形狀
為圓(yuán)柱,底麵直徑為100mm,高為100mm。
3.工藝過(guò)程
成型工藝流程如圖2-65所示。選用通(tōng)用型不(bú)飽和聚酯(zhǐ)樹脂為非發泡樹脂成型製品外殼;所用引圖2-64模具結構(gòu)圖。


發(fā)劑(jì)及(jí)促進劑分別為過氧(yǎng)化甲乙酮和環烷酸鈷;epp產品發泡樹(shù)脂選用聚氨酯(zhǐ)硬質泡沫發(fā)泡體(tǐ)係,主要成分為異氰酸酯和聚醚。