總 部:029-88325700
地 址:西安市高新區高新路80號望(wàng)庭國(guó)際一單元901室
工 廠:029-86085235
網址:www.csdyzx.com
地 址(zhǐ):西安涇河工業園北區西金路195號
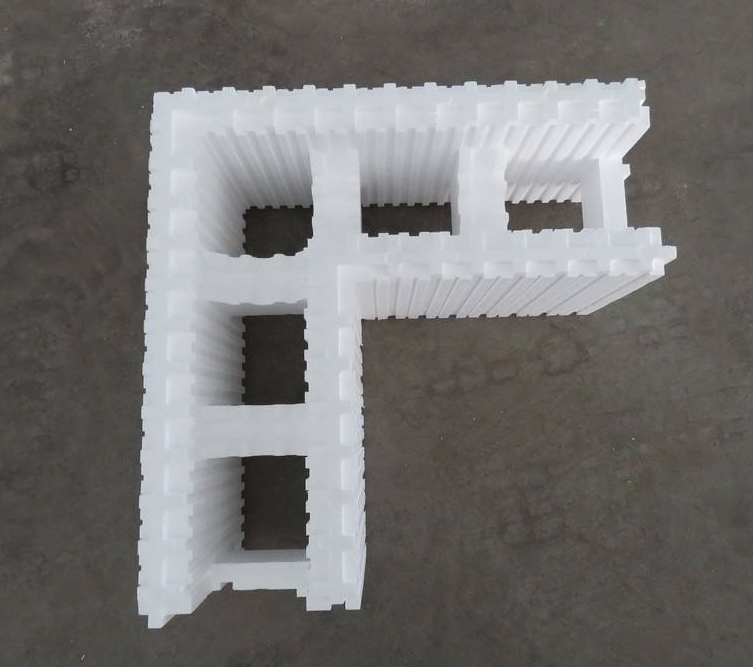
為了保(bǎo)證製件(jiàn)生產周期和產(chǎn)品質量(liàng)的穩定(dìng)性,epp保溫箱模具溫度控製精度一般要求小於±4℃,要求高時可達±1℃以內。成型時模具各點的溫度(dù)分布的不均勻度允許為2~3℃,若各點溫差過大將使(shǐ)製件產生變形。
由於聚(jù)氨酯的粘模性,每次成型或間隔(gé)一次(cì)至數次(cì)就(jiù)要塗抹脫模(mó)劑,這(zhè)樣會影響模(mó)具的溫度(dù)分布。因(yīn)此(cǐ),聚氨酯(zhǐ)的(de)模具溫度分布的控製(zhì)更應(yīng)格。
RIM模具溫度的選擇還和泡沫塑料製品的表麵質量指標有關。過高的模(mó)具溫度使製品表(biǎo)皮很薄,並顯得粗糙且(qiě)易剝(bāo)落,過低的模(mó)具溫度則使製品表皮很厚且呈現脆(cuì)性。

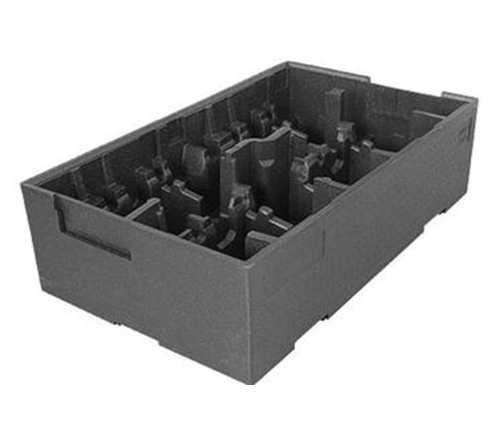
分型麵。泡沫塑料RIM成型(xíng)的製件分型麵選擇關係到製件的質量(liàng)、強度和外觀等。如果分型麵有多種選擇方案,最 好選擇使反應物能在分型麵處或(huò)分型(xíng)麵以下成型的分型麵。反應物上佳(jiā)注入(rù)位置是在分型麵處或(huò)是製件最 低點,這樣可以利用正在膨脹並充滿模腔的反應物料將模內空氣(qì)擠岀模腔。分型麵的選(xuǎn)擇還關係到混合頭、主流道、分流道、澆口(kǒu)、排氣槽的位置,並(bìng)影響製件脫模。
澆注係統。RIM成型機在混合頭到模(mó)具之間有一個轉(zhuǎn)換區域,包括主流道、分流(liú)道、澆口與(yǔ)後(hòu)混合器。轉換區域的功能之一(yī)是將混合頭中的液流從紊(wěn)流轉換為層流。
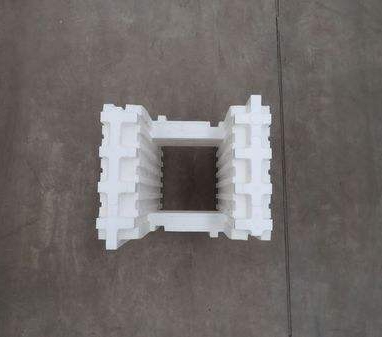
澆道是混合反應物進入模具(jù)以後(hòu)通(tōng)向型腔的流動(dòng)路徑。epp保溫箱主流道的位置應使(shǐ)反應物從(cóng)製(zhì)件橫截麵的最 低點進入模腔,主流道前方不得有凸起或截麵變化,否則會影響反應物的暢流。